USER SOLUTION - Full train bluetooth auto coupler test system for Diesel Multiple Units (DMU’s)3/2/2016 As part of the general maintenance and testing of railway vehicles, the electrical systems are tested both periodically and after any repair work is completed. A key test undertaken is using the Auto-coupler Test Box which is mounted to the front of the train via a coupler adaptor. This houses the coupler plate which contains multiple fixed and sprung probes. This is connected to an operator panel using an umbilical cable fed through the cab window enabling the operator to simulate the controls of the train. Traditional Test boxes have been in service for many years and typically require replacement due to fatigue. Due to the age of the units, manufacturing information is limited and requires reverse engineering to generate schematics, PCB data and mechanical drawings. As significant cost is required to reverse engineer and manufacture the test systems it was decided to asses a more modern approach utilising ‘Blue-tooth’ technology. The solution does not require the heavy umbilical and is a more cost effective than replicating the existing hardwired solution. The design was based upon the functionality of the original design of test box. The key changes were that the umbilical will be replaced with a wireless link and the operation of the equipment will be via custom software on a laptop. This approach undertaken will allow many of the equipment constraints to be addressed including ergonomics, robustness and future expansion. Proof of conceptTo establish that using Bluetooth is a viable method Amfax conducted some preliminary tests to assess the reliability and range available. Details of the tests conducted are described below: Amfax purchased 2 modules and conducted tests within our own factory environment. The testing was completed in several steps to investigate the capability and limitations of the units. Test 1.Direct communication between the two BT Modules Two computers were used (one with each module) to establish serial communication. The distance between the computers was increased to establish the range of communication whilst ensuring direct line of sight was maintained. The connection between the two modules was then deliberately disconnected so that we could find the maximum distance at which connection can be made. This test successfully communicated over the length of our factory (50M). Test 2.Communication between BT Module and Laptop This test was similar to test 1 with the exception that one module was replaced by a Laptop with built in Bluetooth. This test was to prove that only one module would be needed in the connector box and the computer would not need any additional hardware such as a ‘dongle’. This test successfully communicated over the length of our factory (50M). Test 3.Interference communication This test was conducted twice. Firstly using the two BT modules and secondly using a BT module and a laptop. The method remained the same for both tests. One device was placed in a fixed position inside our factory building (Double layered metal cladded building). The other device was positioned outside the building. The distance was increased until there was a notable drop in speed of communication. This happened at 25M for both parts of this test and was repeated several times with consistent results. Test 4.Inside an Enclosure This test was completed to demonstrate that the BT module will operate from within a sealed metal enclosure. One of the BT modules was placed inside a 2mm thick sealed aluminum box. The laptop was then placed 15M from the box. Communication was established and worked reliably without a speed decrease. Test 3 showed that the Bluetooth can communicate over the stated distance. System softwareThe PC software was developed using National Instruments LabVIEW and the controller software developed in C++. The test software was divided into 2 sections. The first section was the main test software on the PC and the second, the software on the controller in the adaptor box. The Amfax SAM test manager on the PC was used as the base program as it allowed for easy expansion when another test procedure needs to be added. The test manager manages and runs the individual tests from one platform meaning only one program will be needed to run multiple tests, which can be added at a later date. When the test manager is activated, the user is asked for their username and password. This is to ensure that only authorised personnel can conduct any tests and also record who undertook the particular test when looking at the results. After the user has been verified the test manager opens the main menu which will have 4 options: Run Test, Reports, Settings, and Exit. Main operator screen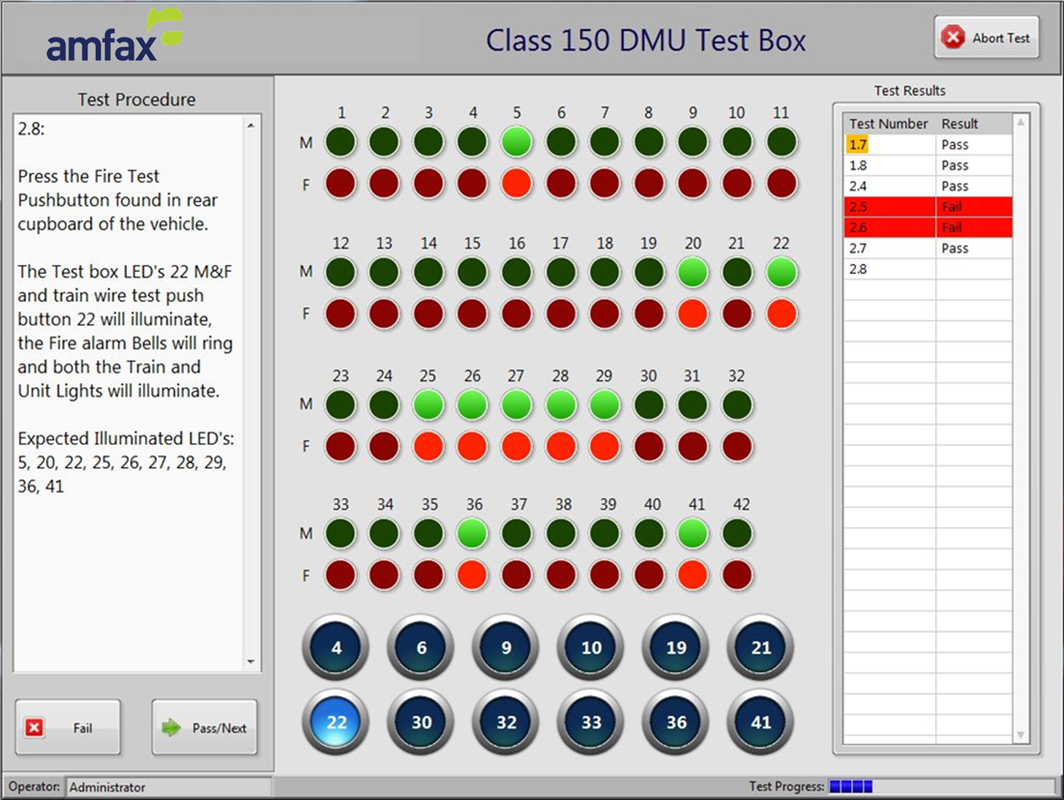 Reporting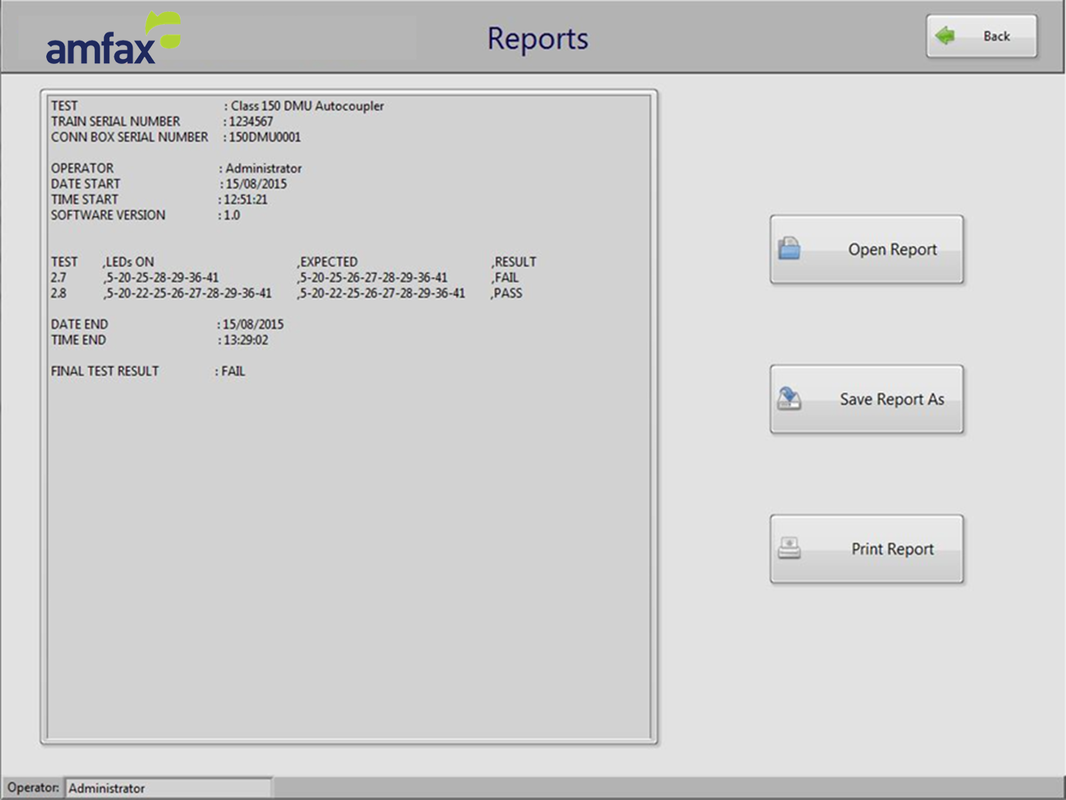 Build standardsAmfax has a proven track record for a high quality build standard which has been demonstrated in all of our projects. A senior prototype wireman was assigned as the dedicated manufacturing lead and oversaw the build process. He worked closely with the engineering team.
Internal wiring of the units was to IPC 620 standard and any PCBs assembled to IPC610. The wire type was Tri-Rated as this is high quality yet cost effective. The appropriate wire colour and gauge was pre-selected during the engineering design phase and specified using the wiring schedule. Wires and connectors were given a unique identifier using either colour coded cable idents or heat-shrinkable labels corresponding to the wiring schedule as appropriate. Consideration was given to ensure best practice techniques are applied to ensure strain relief of all cables. All metal parts were Alochromed or similar to improve anti-corrosion properties with the surfaces painted if required. All panels were electrically earth bonded to a single star point and labelled appropriately. Lock washers or nyloc nuts and were used throughout to prevent loosening of fixings and fasteners. Panel lettering were silkscreened or engraved and filled as appropriate. Each unit had an identification label containing the part number, product details and serial number. Labels were prominently placed using IEC standard symbols stating weight, lifting requirements, electrical earthing points and any hazards. All products were subject to rigorous stage inspection and final quality checks by the Inspection department before being released for final testing. During this process the units were inspected to ensure conformity to the engineering design. This included checking point to point wire continuity, mechanical assembly and fixings, correct specified components, correct wire idents, correct wire gauge and specification, crimps and connection integrity, visual inspection of labelling and earth bond testing. Inspection records were generated and stored for future reference.
0 Comments
Amfax designed and built both the test system and the fixture used for final product testing of the EBiTrack400 product range. The fixture allows the UUTs to be clamped into position and operated using pneumatically controlled automated button activators. The unit is a bespoke build utilising both custom electronics and mechanical assemblies and utilises a Virginia Panel mass interface allow control within the test system. The test system although primarily designed for use with this application was also made to be a essentially generic system allowing for modules to be added or removed as required. A fully populated unit has the capacity to contain 2 PXI chassis containing the resource to complete RF testing, vision system testing in addition to the electrical and electronic elements. The system also has the ability to be configured with a pneumatic element giving it absolute flexibility. This allows for multiple fixtures to be designed which can test a wide range of products. It also allows a system to be reproduced at minimal costs as a suitable configuration of unit can be specified to suit the needs of a particular application. To date we have completed several repeat builds and expect to continue into the future.  The portable test set purpose is to perform a simple test (go/ no go) for the the testing of Transmitter, Receiver and Code generator modules. The tests are limited to testing the primary functionality of the modules only. There are five unit types across two series types, the 2500 and the 2550, two transmitters one from each series, two receivers one from each series, and one code generator. A dedicated hardware interface is used for each module type when tested which is built into the Test Set. The Test Set includes the software to test each type, guiding the operator to perform any specific actions. The operator selects the module type to be tested and is guided to enter the correct part number through a pull down list to load the correct test set software. Only one type of unit is tested at any one time. The receiver module test requires the simulation of the transmittal tones for the test to perform correctly, where as the transmitter and code generator test requires the output signals to be analysed.  |

Our recent workWe provide regular updates on the latest projects we have been working on. Check out our archive to view all of our case studies and user solutions. Archives
April 2018
Categories
All
|
 RSS Feed
RSS Feed